Заглушаване и отваряне на отвори
операции механична обработка
съдържание

Какви са задачите на балирането?
При процедурата по потъване се допускат отвори с различен произход. Това може да бъде изстрелване, щамповане или пробиване на ниши, над които майсторът на заглушаването по-късно ще работи. Каква е същността на тази операция? То може да има две цели. Най-малко повърхността на отвора ще бъде почистена. Това е особено важно в случаите, когато се извършва предварително грубо сондиране и разгръщане на отвори, чиито ръбове трябва да бъдат рафинирани. В зависимост от качеството на образуване на дупката може да се използва полуфабрикат или фино потъване. В резултат на това се променя степента на изглаждане на работните повърхности. Задачата за калибриране е още по-важна. В този случай съветникът не се ограничава до почистване и настройва параметрите на дупките, например дълбочина и дебелина. Необходимостта от такива действия възниква, ако първоначално полученият отвор не съвпада по размер с целевия фиби, винт или друг фиксатор. След зашиване нишките се намират в съответствие с размерите на хардуера.
Какво представлява конусът?

Това е режещи инструменти, конструкцията на която е оформена от функционална част за машинна обработка и държач на дръжка. Външно някои видове контрабанки приличат на тренировки, но те са много по-силни. И още по-важна разлика е в присъствието на най-малко три режещи ръба, които осигуряват по-ефективно отстраняване на излишното тегло на метала. Между другото, това също се различава и разгръщането на дупки, за които понякога се изисква интензивно отстраняване на чипове, за да се постигне по-точна форма на детайла. Но в платформата няколко режещи ръба също действат като стабилизатор на инструмента по някакъв начин. Този аспект гарантира еднаквостта на обработката на ръбовете, което влияе върху точността на операцията. Качеството на резултата обаче ще зависи от това колко добре е избран типът на инструмента.
Разновидности на заглушители

Най-простите конусни модели на конусната се състоят от резбар и стъбло. Ъгълът на конуса в работната част може да варира от 30 до 120 °. По-сложна вариация на инструмента е ножът с предните зъби. Броят на зъбите е средно от 4 до 8. Съответно, колкото по-точно е необходимо изрязването, толкова по-малко трябва да бъде повърхността на резбата. Също така има цилиндрични устройства, в които е предвиден направляващ щифт. Той влиза в образуваните дупки, като по този начин се осигурява съвпадение на образуваната цилиндрична депресия и оста на отвора. Това е универсална техника, при която с инструмента на една формация се произвеждат пробиване, оформяне и разгръщане на дупки. В резултат на това цикълът за формиране на дупки се опростява и се подобрява качеството на почистване на съседните повърхности. Почти всички модели контрабанки са изработени от инструментална сплав и въглеродни стомани.
Техника на контрабара
Обикновено броят е сондажни машини. Както и свредлата, конусите се монтират в подходящи патрони или механизми за захващане. Освен това изпускателните части на отворите се обработват с конусовидни контрабанки. Съгласно тази техника са оформени конусовидни жлебове, подходящи за глави за занитване и тайни винтове. Жлебовете на болтовете се произвеждат по същия начин, но вече с цилиндрични контрабалки. Този инструмент също така извършва подрязване на краищата, избор на ъгли и изпъкналости. Както дръжката, така и отворът на отворите на машината се контролират от оператора. При съвременните модели на пневматични и електрически машини е разрешена възможността за обработка в полуавтоматични и автоматични режими. Машините със софтуерно управление могат да използват едни и същи настройки за обработка чрез контрабалки за серийна поддръжка на частите.
Цел на операцията за внедряване

разгръщане операция по много начини, подобни на зенкероване. Също така е проектиран за формиране на оптимални дупки по размер с възможност за коригиране на формата. Но ако основните тренировки подготвят дупки за бъдещо използване на нитове и болтове, разполагането осигурява точна калибриран ниша за валове, бутални компоненти и лагери. Също разполагане отвори за намаляване на триенето в третираната зона и осигуряват висока плътност на контакт между елементите. Тези цели се постигат чрез намаляване на неравностите на повърхността на отвора.
Инструмент за разполагане
Sweep също е инструмент, който прилича на тренировка. Работна част е предвидено в този случай подредени на зъбите на обиколка на вала. В допълнение, има помощни функции на инструмента. Тази ограда, габарит и цилиндрични детайли. Директен произвежда рязане употреба конус, чийто ръб квоти отстранява метал, но в същото време предпазва горния режещ ръб от убождания. И тук е възможно да се отдели на отделните структурни части, които отличават тази техника и скосяване. Райбероване и разполагането на отворите се събират в режещи операции, но почистване габарит също така служи като отстраняването на посока и чип. За тази цел са специални вдлъбнатини, с които го по-независими.
Машини и ръчни манипулации

Разгръщането може да се извърши ръчно и механично, т.е. на същите машини. Инструментът, използван за ръчни операции, се характеризира с удължена работна част. Диаметърът на конуса в този случай варира средно от 0,06 до 0,1 mm. За сравнение манипулациите на машината имат дебелина на конуса от 0,05 до 0,3 мм. С помощта на ръчно разполагане е възможно да се получат дупки с диаметър от 3 до 60 мм. Същевременно степента на точност ще бъде малка. Машината е ориентирана към определени размери, често при специални поръчки. Например разгръщането на дупки в структурните компоненти може да се извърши в съответствие с техническите данни за конкретен проект. Предимствата на този метод включват висока точност на рязане, висококачествено дешифриране и никакъв деформационен ефект.
Извършване на разгръщане

Разгръщането на машината се извършва съгласно същите принципи като заглушаването. Инструментът е фиксиран в касетата и след това е изпратен до обработваната зона от машината. Единствената разлика е по-високите изисквания за охлаждане на работния инструмент по време на работа и смазване на дупките. Като смазващо средство използва минерално масло, терпентин и синтетични емулсии. В противен случай се извършва ръчна обработка на дупки. Внедряването на този тип предполага първоначалното закрепване на детайла в подложката. По-нататък в дупката се вкарва върха на почистването и чрез завъртане на китката се постига резултатът. И можете да завъртите инструмента само в една посока - преди да настроите необходимите параметри на продукта.
заключение

Механичната обработка на металите постепенно отстъпва на технологичните лазерни и топлинни методи. Също така конкуренцията с традиционните методи за рязане е хидроабразивната технология, която се характеризира с висока скорост на рязане и прецизност. Какво може, на този фон, да предложи като предимство контрабандата, както и разгръщането на дупки? На първо място, това е възможността за ръчна обработка без използване на сложно оборудване в форма на машинни инструменти. Освен това, за разлика от хидроабразивите и топлинните устройства, тези технологии не изискват свързването на допълнителни консумативи. Ето защо можем да говорим за ползите от икономически, организационен и ергономичен характер. Но качеството на обработката и темпото на производствения процес, разбира се, трябва да бъдат пожертвани.
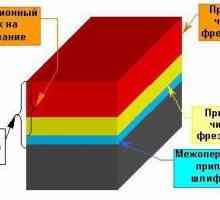 Какво е надбавка и как да я изчислите?
Какво е надбавка и как да я изчислите? Механично обработване на метал: видове и методи
Механично обработване на метал: видове и методи Скорост на рязане за фрезоване, струговане и други видове обработка на частите
Скорост на рязане за фрезоване, струговане и други видове обработка на частите Обработка на метални части
Обработка на метални части Инструмент за струговане за метал: компоненти, класификация и предназначение.
Инструмент за струговане за метал: компоненти, класификация и предназначение. Хонингова машина: дизайн, типове и технически характеристики
Хонингова машина: дизайн, типове и технически характеристики Хонинг е какво? Как се изглажда цилиндрите?
Хонинг е какво? Как се изглажда цилиндрите? Модерни сондажни машини
Модерни сондажни машини Дървена корона - характеристики и ползи
Дървена корона - характеристики и ползи Решение: устройството не се отваря
Решение: устройството не се отваря Пробиване на дупки в метал, в дърво. Пробиване на големи дупки в стената
Пробиване на дупки в метал, в дърво. Пробиване на големи дупки в стената Диамантно пробиване на бетон: оборудване, технология
Диамантно пробиване на бетон: оборудване, технология Инструмент за пробиване на дупки на различни повърхности: видове, инструкции и препоръки
Инструмент за пробиване на дупки на различни повърхности: видове, инструкции и препоръки Каква е магнитната ключалка?
Каква е магнитната ключалка? Шевна машина: общ преглед, модели, спецификации, характеристики на употреба
Шевна машина: общ преглед, модели, спецификации, характеристики на употреба Шабрениа е ... Описанието на технологиите. Скелетна настилка
Шабрениа е ... Описанието на технологиите. Скелетна настилка Заглушаване е какво?
Заглушаване е какво? Технологични процеси
Технологични процеси Инструмент за рязане. Как да отрежете конеца правилно
Инструмент за рязане. Как да отрежете конеца правилно Завъртане на различни части
Завъртане на различни части Монтаж на диамантено пробиване: прецизни отвори във всякакви материали
Монтаж на диамантено пробиване: прецизни отвори във всякакви материали