Точково заваряване: Придобиване

Точковото заваряване е процесът на заваряване на части, които са свързани в една или няколко точки. Необходимо е при свързване на части с малки размери. Якостните свойства на това заваряване се определят от размера и структурата на заварената точка.
Тези параметри зависят от много фактори. От контактната повърхност на електродите, ампераж, периодът на преминаването му през частите, натискът при натиск, както и качеството на повърхностите на заварените щанци.
Точковото заваряване позволява около една минута да се направят около 600 спойки.
Необходимо е при свързване на много тънки части от електронни устройства, листова стомана в автомобилната промишленост, въздухоплаването, корабостроенето и други области на промишленото производство.
 Точковото заваряване е модифицирано контактно заваряване. Като се започне от това, топлинният ефект на тока, съгласно закона на Joule-Lenz, и натискът на компресията на свързаните части са поставени в основата на технологията.
Точковото заваряване е модифицирано контактно заваряване. Като се започне от това, топлинният ефект на тока, съгласно закона на Joule-Lenz, и натискът на компресията на свързаните части са поставени в основата на технологията.
При заваряване на части електрически ток преминава през тях, а в местата на детайлите на контактните детайли се извършва максимално отопление. Това се дължи на максималното ниво на електрическо съпротивление.
Под въздействието на електрически ток металът се нагрява и се топи и това служи като източник на образуване на основата на заварената точка. Диаметърът на тази точка може да бъде в диапазона от 4 до 12 мм.
Точковото заваряване има два режима - меки и твърди.
 При мекия режим обработваните детайли се загряват постепенно с малък ток. Този режим на заваряване е отнемащ време. Основното му предимство е ниско консумирана мощност, ако ги сравним с по-тежките режими. Малки мрежови товари. Те са незначителни при властта, което означава, че използваното заваръчно оборудване е по-евтино.
При мекия режим обработваните детайли се загряват постепенно с малък ток. Този режим на заваряване е отнемащ време. Основното му предимство е ниско консумирана мощност, ако ги сравним с по-тежките режими. Малки мрежови товари. Те са незначителни при властта, което означава, че използваното заваръчно оборудване е по-евтино.
Мекият режим се използва за заваряване на стомана, склонна към последваща топлинна обработка.
В твърдия режим времето за заваряване е минимално, но стойностите на тока и компресионното налягане на електродите са много по-големи, отколкото когато режимът на докинг е мек.
Твърдият режим се използва за заваряване на медни и алуминиеви съединения, както и за стомана с висок процент на сплавяване, за да се поддържа устойчивост на корозия.
Най-добрият вариант за домашен занаятчия е домашното заваряване на място. Можете да го направите от импровизирани материали.
От стария електроуред отстранете Sh-образния трансформатор. Освобождаваме я от скобата и разделяме трансформатора на две части. Първичната намотка се извършва при 220 V.
Когато се навива, той се обвива с плат от памук. След това покрийте с KS-521 лак.
След това се прави вторична намотка. Неговите параметри се определят във всеки отделен случай. Изработен е предимно от медна жица.
На върховете на навиване поставете върховете за тяхната защита. Това е готово заваряване на място. Оборудването за него трябва да се направи, като се вземат предвид изискванията на техническия прогрес.
Електродите за точково заваряване обикновено са изработени от мед, а понякога от бронз или от заместители на тези метали.
 Видове заваряване и техните характеристики
Видове заваряване и техните характеристики Лазерно заваряване: принцип на работа и предимства
Лазерно заваряване: принцип на работа и предимства Студено заваряване за метал - универсален инструмент за дребни ремонти
Студено заваряване за метал - универсален инструмент за дребни ремонти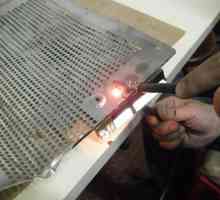 Точково заваряване от микровълновата фурна със собствените си ръце: производствените инструкции
Точково заваряване от микровълновата фурна със собствените си ръце: производствените инструкции Електроди T-590 и техните свойства
Електроди T-590 и техните свойства Възможно ли е да направите точково заваряване?
Възможно ли е да направите точково заваряване? Производство на заваряване: характеристики, развитие
Производство на заваряване: характеристики, развитие Заваряване от неръждаема стомана
Заваряване от неръждаема стомана Контакт заварка от себе си
Контакт заварка от себе си Инверторно заваряване - ефективно и надеждно
Инверторно заваряване - ефективно и надеждно Ръчно заваряване: характеристики и класификация
Ръчно заваряване: характеристики и класификация Автоматично заваряване: видове и ползи
Автоматично заваряване: видове и ползи Аргоновото заваряване - модерен метод на работа с метали
Аргоновото заваряване - модерен метод на работа с метали Точкова заваръчна машина: Видове и приложения
Точкова заваръчна машина: Видове и приложения Аргонова дъгова заварка, нейните видове и характеристики
Аргонова дъгова заварка, нейните видове и характеристики Основни видове заваряване
Основни видове заваряване Tig заваряване: функции на приложението
Tig заваряване: функции на приложението Заваряване на неръждаема стомана: характеристиките на процеса
Заваряване на неръждаема стомана: характеристиките на процеса Каква е използването на аргоно-дъгова заваръчна машина?
Каква е използването на аргоно-дъгова заваръчна машина? Заваряване на метал, предимства и видове
Заваряване на метал, предимства и видове Заваряване на мед - основните точки от тази процедура
Заваряване на мед - основните точки от тази процедура